Industrial Epoxy & Urethane Cement Flooring Case Study
Curt Maberry Farms – Lynden, WA
When it comes to food processing facilities, flooring isn’t just about durability—it’s about compliance, sanitation, and long-term performance under heavy use. Curt Maberry Farms (CMF), a leading raspberry producer in Lynden, WA, needed a flooring solution that could meet strict cleanliness standards while standing up to forklifts, moisture, and cold storage conditions.
Catalyst Coatings delivered a high-performance industrial epoxy and urethane cement flooring system—on time, on budget, and built to last.

Industrial- Cold Storage Freezer- Urethane Cement - Industrial Epoxy Floor Coating- Lynden WA
Project Overview
Client: Curt Maberry Farms (CMF)
Location: Lynden, Washington
Industry: Agriculture / Food Processing
Scope: Freezer + loading dock flooring restoration and installation
Timeline: 5 working days
Key Requirements:
Seamless floor-to-wall system for sanitation compliance
Fast turnaround to minimize operational downtime
Long-lasting performance under forklift traffic
Moisture mitigation and cold storage durabilityWhat are Carbon Nanotubes?
Carbon nanotubes are cylindrical molecules made of a single layer of carbon atoms. These tiny structures possess exceptional properties regarding structural resilience and conductivity:
High Strength: Carbon nanotubes are significantly stronger than steel.
Excellent Conductivity: They exhibit high electrical and thermal conductivity.
Lightweight: They are incredibly light, making them ideal for applications where weight is a concern.
Durability: They are resistant to wear, corrosion, and chemical damage.
The Challenge
This project involved two distinct environments, each with unique challenges:
1. Bare Concrete Freezer Space
Severe pitting from years of freeze-thaw damage
No previous coating system
Required a strong, moisture-resistant base

Before – Freezer Concrete:
Bare concrete freezer floor showing severe pitting from years of freeze-thaw damage.
2. Previously Coated Loading Dock
Existing urethane cement coating with partial failure
Moisture intrusion beneath failed areas
High-impact stress from daily forklift traffic
Abrupt floor transition causing premature coating wear
Additionally, urethane cement systems are a premium material—so cost-efficiency without compromising performance was a key objective.

Before –Previously Coated Loading Dock:
Urethane cement coating failing due to UV exposure, Moisture issues, Long term abuse and old age.
Our Approach
Strategic Surface Evaluation & Cost Savings
Instead of removing the entire existing coating, our team:
Identified and selectively removed only failed areas
Mechanically ground intact sections to create a proper surface profile for bonding
This approach significantly reduced material costs while preserving structural integrity.
Moisture Mitigation & Structural Repair
During demolition, we discovered moisture beneath failed coating areas, along with a critical design flaw—a sharp transition point where forklifts applied repeated impact.
Our solution:
Used heaters and scheduled downtime (during a holiday break) to draw moisture out of the slab
Applied a moisture vapor barrier epoxy primer to prevent future delamination
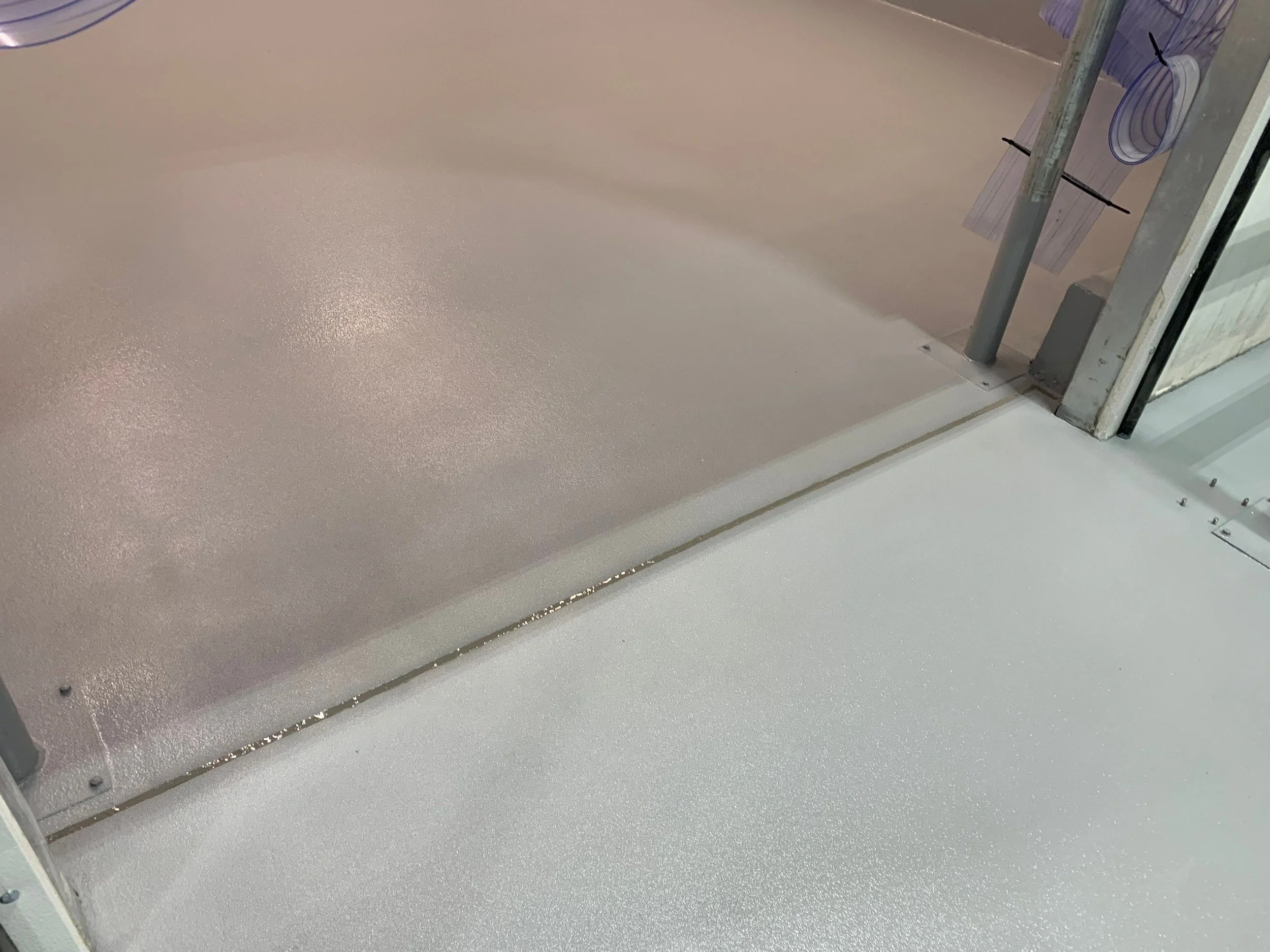
Custom Transition Rebuild (Craftsmanship Highlight)
To address the high-impact zone:
Our lead technician, Ryan, created a custom urethane cement mortar mix
Hand-troweled a ¼”–½” thick reinforced body coat
Mechanically ground and feathered the area to create a smooth, gradual transition




Result:
Eliminated the stress point causing coating failure
Improved forklift operation (operators immediately noticed the difference)
Extended the lifespan of the flooring system
Freezer Flooring Installation
For the bare concrete freezer:
Shot Blasting
Achieved a CSP 3+ profile for optimal adhesion
Integral Cove Base Installation
Install Integral cover base transition that wraps from floor to wall
Surface Repair & Base Coat
Installed a ¼” self-leveling urethane cement system
Filled pitting and created a durable, thermal shock-resistant base
Texture System
Broadcast sand into the base layer to ensure slip resistance and uniform texture




Final System Build
To unify both areas and ensure long-term performance:
Applied a urethane cement topcoat with sand broadcast for consistent texture
Finished with two coats of fast-curing polyaspartic in light grey
Benefits of the Polyaspartic Finish:
Extremely durable under heavy traffic
UV stable (no yellowing over time)
Fast cure time to accelerate project completion
Easy to clean and maintain









The Results
✔ Seamless, sanitary floor-to-wall system
✔ Moisture protected and impact-resistant surface
✔ Improved safety and forklift usability
✔ Completed in just 5 working days
✔ Delivered on time and on budget
Curt Maberry Farms now has a flooring system built to withstand the demands of food processing, cold storage, and heavy industrial traffic—with minimal maintenance required.
Why Industrial Urethane Cement Flooring?
For facilities like CMF, urethane cement is the gold standard because it offers:
Thermal shock resistance (ideal for freezers)
Superior impact resistance
Moisture tolerance
Long service life in harsh environments
When combined with epoxy primers and polyaspartic topcoats, it creates a complete system engineered for performance.d long-lasting reliability.


Need Industrial Flooring in Lynden or Northwest Washington?
Catalyst Coatings specializes in industrial epoxy flooring, urethane cement systems, and polyaspartic coatings for:
Food processing facilities
Agricultural operations
Cold storage warehouses
Manufacturing and industrial spaces
If your facility is dealing with coating failure, moisture issues, or heavy traffic wear—we can help.
👉 Contact us today at catalystcoatings.com/contact to schedule a consultation.
KRETUS can help you evaluate your requirements and select the optimal nanotube ESD flooring system for your facility. Contact one of our product specialists for more information.
Interested in upgrading your ESD floors? Catalyst Coatings offers ESD coating systems that provide superior static control and durability. We serve Bellingham the greater Whatcom County area, and other nearby counties. Call us or request a free consultation to learn how a ESD coating can protect your facility.
This blog post was written by Trent McCrerey
Owner- Catalyst Coatings LLC